INVENTORY TYPES

Inventory is defined as a stock or store of goods. These goods are maintained on hand at or near a business's location so that the firm may meet demand and fulfill its reason for existence. If the firm is a retail establishment, a customer may look elsewhere to have his or her needs satisfied if the firm does not have the required item in stock when the customer arrives. If the firm is a manufacturer, it must maintain some inventory of raw materials and work-in-process in order to keep the factory running. In addition, it must maintain some supply of finished goods in order to meet demand.
Sometimes, a firm may keep larger inventory than is necessary to meet demand and keep the factory running under current conditions of demand. If the firm exists in a volatile environment where demand is dynamic (i.e., rises and falls quickly), an on-hand inventory could be maintained as a buffer against unexpected changes in demand. This buffer inventory also can serve to protect the firm if a supplier fails to deliver at the required time, or if the supplier's quality is found to be substandard upon inspection, either of which would otherwise leave the firm without the necessary raw materials. Other reasons for maintaining an unnecessarily large inventory include buying to take advantage of quantity discounts (i.e., the firm saves by buying in bulk), or ordering more in advance of an impending price increase.
Generally, inventory types can be grouped into four classifications: raw material, work-in-process, finished goods, and MRO goods.
RAW MATERIALS
Raw materials are inventory items that are used in the manufacturer's conversion process to produce components, subassemblies, or finished products. These inventory items may be commodities or extracted materials that the firm or its subsidiary has produced or extracted. They also may be objects or elements that the firm has purchased from outside the organization. Even if the item is partially assembled or is considered a finished good to the supplier, the purchaser may classify it as a raw material if his or her firm had no input into its production. Typically, raw materials are commodities such as ore, grain, minerals, petroleum, chemicals, paper, wood, paint, steel, and food items. However, items such as nuts and bolts, ball bearings, key stock, casters, seats, wheels, and even engines may be regarded as raw materials if they are purchased from outside the firm.
The bill-of-materials file in a material requirements planning system (MRP) or a manufacturing resource planning (MRP II) system utilizes a tool known as a product structure tree to clarify the relationship among its inventory items and provide a basis for filling out, or "exploding," the master production schedule. Consider an example of a rolling cart. This cart consists of a top that is pressed from a sheet of steel, a frame formed from four steel bars, and a leg assembly consisting of four legs, rolled from sheet steel, each with a caster attached. An example of this cart's product structure tree is presented in Figure 1.
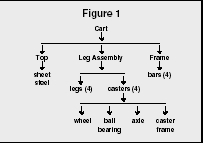
Generally, raw materials are used in the manufacture of components. These components are then incorporated into the final product or become part of a subassembly. Subassemblies are then used to manufacture or assemble the final product. A part that goes into making another part is known as a component, while the part it goes into is known as its parent. Any item that does not have a component is regarded as a raw material or purchased item. From the product structure tree it is apparent that the rolling cart's raw materials are steel, bars, wheels, ball bearings, axles, and caster frames.
WORK-IN-PROCESS
Work-in-process (WIP) is made up of all the materials, parts (components), assemblies, and subassemblies that are being processed or are waiting to be processed within the system. This generally includes all material—from raw material that has been released for initial processing up to material that has been completely processed and is awaiting final inspection and acceptance before inclusion in finished goods.
Any item that has a parent but is not a raw material is considered to be work-in-process. A glance at the rolling cart product structure tree example reveals that work-in-process in this situation consists of tops, leg assemblies, frames, legs, and casters. Actually, the leg assembly and casters are labeled as subassemblies because the leg assembly consists of legs and casters and the casters are assembled from wheels, ball bearings, axles, and caster frames.
FINISHED GOODS
A finished good is a completed part that is ready for a customer order. Therefore, finished goods inventory is the stock of completed products. These goods have been inspected and have passed final inspection requirements so that they can be transferred out of work-in-process and into finished goods inventory. From this point, finished goods can be sold directly to their final user, sold to retailers, sold to wholesalers, sent to distribution centers, or held in anticipation of a customer order.
Any item that does not have a parent can be classified as a finished good. By looking at the rolling cart product structure tree example one can determine that the finished good in this case is a cart.
Inventories can be further classified according to the purpose they serve. These types include transit inventory, buffer inventory, anticipation inventory, decoupling inventory, cycle inventory, and MRO goods inventory. Some of these also are know by other names, such as speculative inventory, safety inventory, and seasonal inventory. We already have briefly discussed some of the implications of a few of these inventory types, but will now discuss each in more detail.
TRANSIT INVENTORY
Transit inventories result from the need to transport items or material from one location to another, and from the fact that there is some transportation time involved in getting from one location to another. Sometimes this is referred to as pipeline inventory. Merchandise shipped by truck or rail can sometimes take days or even weeks to go from a regional warehouse to a retail facility. Some large firms, such as automobile manufacturers, employ freight consolidators to pool their transit inventories coming from various locations into one shipping source in order to take advantage of economies of scale. Of course, this can greatly increase the transit time for these inventories, hence an increase in the size of the inventory in transit.
BUFFER INVENTORY
As previously stated, inventory is sometimes used to protect against the uncertainties of supply and demand, as well as unpredictable events such as poor delivery reliability or poor quality of a supplier's products. These inventory cushions are often referred to as safety stock. Safety stock or buffer inventory is any amount held on hand that is over and above that currently needed to meet demand. Generally, the higher the level of buffer inventory, the better the firm's customer service. This occurs because the firm suffers fewer "stock-outs" (when a customer's order cannot be immediately filled from existing inventory) and has less need to backorder the item, make the customer wait until the next order cycle, or even worse, cause the customer to leave empty-handed to find another supplier. Obviously, the better the customer service the greater the likelihood of customer satisfaction.
ANTICIPATION INVENTORY
Oftentimes, firms will purchase and hold inventory that is in excess of their current need in anticipation of a possible future event. Such events may include a price increase, a seasonal increase in demand, or even an impending labor strike. This tactic is commonly used by retailers, who routinely build up inventory months before the demand for their products will be unusually high (i.e., at Halloween, Christmas, or the back-to-school season). For manufacturers, anticipation inventory allows them to build up inventory when demand is low (also keeping workers busy during slack times) so that when demand picks up the increased inventory will be slowly depleted and the firm does not have to react by increasing production time (along with the subsequent increase in hiring, training, and other associated labor costs). Therefore, the firm has avoided both excessive overtime due to increased demand and hiring costs due to increased demand. It also has avoided layoff costs associated with production cut-backs, or worse, the idling or shutting down of facilities. This process is sometimes called "smoothing" because it smoothes the peaks and valleys in demand, allowing the firm to maintain a constant level of output and a stable workforce.
DECOUPLING INVENTORY
Very rarely, if ever, will one see a production facility where every machine in the process produces at exactly the same rate. In fact, one machine may process parts several times faster than the machines in front of or behind it. Yet, if one walks through the plant it may seem that all machines are running smoothly at the same time. It also could be possible that while passing through the plant, one notices several machines are under repair or are undergoing some form of preventive maintenance. Even so, this does not seem to interrupt the flow of work-in-process through the system. The reason for this is the existence of an inventory of parts between machines, a decoupling inventory that serves as a shock absorber, cushioning the system against production irregularities. As such it "decouples" or disengages the plant's dependence upon the sequential requirements of the system (i.e., one machine feeds parts to the next machine).
The more inventory a firm carries as a decoupling inventory between the various stages in its manufacturing system (or even distribution system), the less coordination is needed to keep the system running smoothly. Naturally, logic would dictate that an infinite amount of decoupling inventory would not keep the system running in peak form. A balance can be reached that will allow the plant to run relatively smoothly without maintaining an absurd level of inventory. The cost of efficiency must be weighed against the cost of carrying excess inventory so that there is an optimum balance between inventory level and coordination within the system.
CYCLE INVENTORY
Those who are familiar with the concept of economic order quantity (EOQ) know that the EOQ is an attempt to balance inventory holding or carrying costs with the costs incurred from ordering or setting up machinery. When large quantities are ordered or produced, inventory holding costs are increased, but ordering/setup costs decrease. Conversely, when lot sizes decrease, inventory holding/carrying costs decrease, but the cost of ordering/setup increases since more orders/setups are required to meet demand. When the two costs are equal (holding/carrying costs and ordering/setup costs) the total cost (the sum of the two costs) is minimized. Cycle inventories, sometimes called lot-size inventories, result from this process. Usually, excess material is ordered and, consequently, held in inventory in an effort to reach this minimization point. Hence, cycle inventory results from ordering in batches or lot sizes rather than ordering material strictly as needed.
MRO GOODS INVENTORY
Maintenance, repair, and operating supplies, or MRO goods, are items that are used to support and maintain the production process and its infrastructure. These goods are usually consumed as a result of the production process but are not directly a part of the finished product. Examples of MRO goods include oils, lubricants, coolants, janitorial supplies, uniforms, gloves, packing material, tools, nuts, bolts, screws, shim stock, and key stock. Even office supplies such as staples, pens and pencils, copier paper, and toner are considered part of MRO goods inventory.
THEORETICAL INVENTORY
In their book
Managing Business Process Flows: Principles of Operations Management,
Anupindi, Chopra, Deshmukh, Van Mieghem, and Zemel discuss a final type
of inventory known as theoretical inventory. They describe theoretical
inventory as the average inventory for a given throughput assuming that no
WIP item had to wait in a buffer. This would obviously be an ideal
situation where inflow, processing, and outflow rates were all equal at
any point in time. Unless one has a single process system, there always
will be some inventory within the system. Theoretical inventory is a
measure of this inventory (i.e., it represents the minimum inventory
needed for goods to flow through the system without waiting). The authors
formally define it as the minimum amount of inventory necessary to
maintain a process throughput of
R,
expressed as:
Theoretical Inventory = Throughput × Theoretical Flow Time
I
th
= R × T
th
In this equation, theoretical flow time equals the sum of all activity
times (not wait time) required to process one unit. Therefore, WIP will
equal theoretical inventory whenever actual process flow time equals
theoretical flow time.
Inventory exists in various categories as a result of its position in the production process (raw material, work-in-process, and finished goods) and according to the function it serves within the system (transit inventory, buffer inventory, anticipation inventory, decoupling inventory, cycle inventory, and MRO goods inventory). As such, the purpose of each seems to be that of maintaining a high level of customer service or part of an attempt to minimize overall costs.
SEE ALSO: Inventory Management ; Theory of Constraints
R. Anthony Inman
FURTHER READING:
Anupindi, Ravi, et al. Managing Business Process Flows: Principles of Operations Management. 2nd ed. Upper Saddle River, NJ: Pearson Prentice Hall, 2004.
Cox, James F., III, and John H. Blackstone, Jr. APICS Dictionary. 9th ed. Falls Church VA: American Production and Inventory Control Society, 1998.
Meredith, Jack R., and Scott M. Shafer. Operations Management for MBAs. 2nd ed. New York: John Wiley & Sons Inc., 2002.
Stevenson, William J. Production/Operations Management. 8th ed. Boston: Irwin/McGraw-Hill, 2005.