CELLULAR MANUFACTURING

Cellular manufacturing is a manufacturing process that produces families of parts within a single line or cell of machines operated by machinists who work only within the line or cell. A cell is a small scale, clearly-defined production unit within a larger factory. This unit has complete responsibility for producing a family of like parts or a product. All necessary machines and manpower are contained within this cell, thus giving it a degree of operational autonomy. Each worker is expected to have mastered a full range of operating skills required by his or her cell. Therefore, systematic job rotation and training are necessary conditions for effective cell development. Complete worker training is needed to ensure that flexible worker assignments can be fulfilled.
Cellular manufacturing, which is actually an application of group technology, has been described as a stepping stone to achieving world class manufacturing status. The objective of cellular manufacturing is to design cells in such a way that some measure of performance is optimized. This measure of performance could be productivity, cycle time, or some other logistics measure. Measures seen in practice include pieces per man hour, unit cost, on-time delivery, lead time, defect rates, and percentage of parts made cell-complete.
This process involves placing a cluster of carefully selected sets of functionally dissimilar machines in close proximity to each other. The result is small, stand-alone manufacturing units dedicated to the production of a set or family of parts—or essentially, a miniature version of a plant layout.
While the machinery may be functionally dissimilar, the family of parts produced contains similar processing requirements or has geometric similarities. Thus, all parts basically follow the same routing with some minor variations (e.g., skipping an operation). The cells may have no conveyorized movement of parts between machines, or they may have a flow line connected by a conveyor that can provide automatic transfer.
Cellular manufacturing is a hybrid system that links the advantages of a job shop with the product layout of the continuous flow line. The cell design provides for quick and efficient flow, and the high productivity associated with assembly lines. However, it also provides the flexibility of the job shop, allowing both similar and diverse products to be added to the line without slowing the process. Figures 1 and 2 compares a cellular layout to that of the typical job shop (process layout).
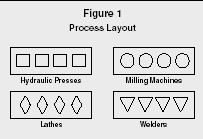
Process Layout
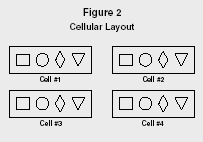
Cellular Layout
BENEFITS OF CELLULAR
MANUFACTURING
Many firms utilizing cellular manufacturing have reported near immediate improvements in performance, with only relatively minor adverse effects. Cited improvements which seem to have occurred fairly quickly include reductions in work-in-process, finished goods, lead time, late orders, scrap, direct labor, and workspace.
In particular, production and quality control is enhanced. By breaking the factory into small, homogeneous and cohesive productive units, production and quality control is made easier. Cells that are not performing according to volume and quality targets can be easily isolated, since the parts/products affected can be traced to a single cell. Also, because the productive units are small, the search for the root of problems is made easier.
Quality parameters and control procedures can be dovetailed to the particular requirements of the parts or workpieces specific to a certain cell. By focusing quality control activity on a particular production unit or part type, the cell can quickly master the necessary quality requirements. Control is always enhanced when productive units are kept at a minimum operating scale, which is what cellular manufacturing provides.
When production is structured using cellular manufacturing logic, flow systematization is possible. Grouping of parts or products into sets or families reveals which ones are more or less amenable to continuous, coupled flow. Parts that are standardized and common to many products will have very low changeover times, and thus, are quickly convertible to continuous, line-flow production. Products that are low-volume, high-variety and require longer set-up times can be managed so that they evolve toward a line flow.
Cells can be designed to exploit the characteristics peculiar to each part family so as to optimize the flow for each cell and for groups of cells as a whole. Flow systematization can be done one cell at a time so as to avoid large disruptions in operations. Then the cells that were easy to systemize can provide experience that can be exploited when the more difficult systematization projects occur later. Cells that have been changed to a line flow will invariably show superior performance in the areas of quality, throughput time, and cost, which can lead to eventual plantwide benefit.
Work flow that is adapted to the unique requirements of each product or part allows the plant to produce high-volume and high-variety products simultaneously. Since the cell structure integrates both worker and product versatility into a single unit, it has the potential to attain maximum system flexibility while maintaining factory focus. Cells can be designed around single products, product groups, unique parts, part families, or whatever unique market requirements are identified. For the same part, there may be one high-volume, standardized design and one low-volume customized design. Cells can be built specifically for any of these with a focus on the individual marketing or production requirement called for by the individual product or part.
Systematic job rotation and training in multiple skills also make possible quick, flexible work assignments that can be used to alleviate bottlenecks occurring within the cell. Since normal cell operation requires the workers to master all the skills internal to the cell, little or no additional training should be needed when workers have to be redeployed in response to volume or sales mix changes. When it is routine for workers to learn new skills, they can be easily transferred to another job within the cell or possibly even to an entirely different production unit. Without this worker flexibility and versatility, there can be no real production system flexibility.
LIMITATIONS
While its benefits have been well documented, it should also be noted that some have argued that implementing cellular manufacturing could lead to a decrease in manufacturing flexibility. It is felt that conversion to cells may cause some loss in routing flexibility, which could then impact the viability of cell use. Obtaining balance among cells is also more difficult than for flow or job shops. Flow shops have relatively fixed capacity, and job shops can draw from a pool of skilled labor so balance isn't that much of a problem. By contrast, with cells, if demand diminishes greatly, it may be necessary to break up that cell and redistribute the equipment or reform the families.
Also, some researchers have warned that the benefits of cellular manufacturing could deteriorate over time due to ongoing changes in the production environment. Finally, it must be noted that conversion to cellular manufacturing can involve the costly realignment of equipment. The burden lies with the manager to determine if the costs of switching from a process layout to a cellular one outweigh the costs of the inefficiencies and inflexibility of conventional plant layouts.
THE IMPLEMENTATION PROCESS
A wide variety of methods for the implementation of cellular manufacturing have been proposed. These range from complex computer and mathematical models to straightforward applications, such as production flow analysis. A pattern for implementation is now presented.
The first step in implementing cellular manufacturing is to break down the various items produced by the company into a number of part sets or families. The grouping process (group technology) involves identifying items with similarities in design characteristics or manufacturing characteristics, and grouping them into part families. Design characteristics include size, shape, and function; manufacturing characteristics or process characteristics are based on the type and sequence of operations required. In many cases, though not always, the two kinds of characteristics are correlated. Therefore design families may be distinctly different from processing families.
Once identified, similar items can be classified into families. Then a system is developed that facilitates retrieval from a design and manufacturing database. For example, the system can be used to determine if an identical or similar part exists before a completely new part is designed. If a similar part is found, it may be that a simple modification would produce satisfactory results without the expense of new part design. Similarly, planning the manufacturing of a new part after matching it with an existing part family can eliminate new and costly processing requirements.
This grouping of part or product families requires a systematic analysis that often proves to be a major undertaking. Usually, there is a considerable amount of data to analyze, and this in turn can be quite time-consuming and costly. Three primary methods exist for accomplishing the grouping process: visual inspection, examination of design and production data, and production flow analysis. Visual inspection is the least accurate of the three but nonetheless the simplest and the least costly. The most commonly used method of analysis is the examination of design and production data. This method is more accurate but is also more time-consuming. Production flow analysis examines operation sequences and machine routing to uncover similarities (therefore, it has a manufacturing perspective rather than a design perspective). However, unless the operation sequencing and routings are verified, this method could be far from optimal.
The resulting number of families determines the number of cells required, as well as what machines are required within each cell. The cell usually includes all the processing operations needed to complete a part or subassembly. However, it is possible for a product to go from raw materials to packaging and be ready for shipment by the time it reaches the end of the cell.
The families will also help determine where within the cell each machine will be located for the most efficient flow, and how many employees are needed within each cell. After the product families are determined, the machines needed for the production process of a specific family are organized into cells according to processing requirements (e.g., the order of processing). Frequently, machines are grouped in an efficient U-shaped configuration. Since each machine operates on its own for much of the cycle, few workers may be needed, and even then only for a limited number of steps.
The optimal layout is one that minimizes the distance between cells, or the distance to the next production point. The resulting reduction in time and handling ultimately provides a reduction in processing costs. Some firms utilize "linked-cell manufacturing," which is the concept of arranging the manufacturing cells near the assembly cells. Again, this decreases travel distances while reducing materials handling. Hopefully, the floor layout will also provide for the easy flow of a product to shipping, if shipping is located close to the cells in a streamlined flow.
Some plants in advanced stages of cellular manufacturing utilize what is known as a "mini-plant." The cell not only does the manufacturing, but also has its own support services, including its own industrial engineer, quality manager, accountant, and marketing representative and/or salesperson. Only research and development and human resource management are not dedicated to the mini-plant.
An entire facility can be broken down into a number of mini-plants, each of which operates as an independent profit center.
THE IMPACT OF CELLULAR MANUFACTURING ON WORKERS.
Nancy Hyer and Urban Wemmerlov noted in Mechanical Engineering that while technology and processes represent the "hard side" of cells, people represent the "soft side." They state that the soft side factors are far more difficult to change than are the hard side factors. Most implementing firms spend most of their time struggling with soft issues. Cellular manufacturing calls for radical changes in the way industrial work is designed, structured, planned, controlled, and supervised. It makes worker self-management a reality, so management must be convinced that the workers can master all the required aspects of the work.
The decision to implement cellular manufacturing requires a deep commitment to excellence and a desire to permanently change the way factories are viewed and managed. Cellular manufacturing affects workers in a number of ways. Among the factors now discussed are issues of self-management, motivation, employee input, supervision, and group cohesiveness.
SELF-MANAGEMENT.
Cell workers are encouraged to think creatively about production problems and are expected to arrive at pragmatic solutions to them. While they are free to seek advice from plant management and staff, the identified problems and subsequent analysis, and usually the solutions, are entirely their own. Workers have the authority and are encouraged to implement and follow up on action plans to improve their work. Some managers ask cells to set improvement targets for themselves and measure their performance in comparison to these targets. In addition, workers are given the freedom to plan, coordinate, and control their work within their cell as long as they meet company standards of quality, volume, time, and cost.
MOTIVATION.
Behavioral psychology proposes that challenging work assignments keep employees motivated, satisfied, and productive. Flexible work assignments within the cells ensure that employees are constantly learning new tasks and constantly being challenged. Job rotation within the cell introduces variety in work patterns, thereby breaking the monotony (which has been known to cause absenteeism and problems in quality and productivity). Industrial work is productively accomplished in a group work setting. Cellular manufacturing can energize the group, attacking the lethargy found in many industrial situations.
EMPLOYEE INPUT.
With the cell work group energized and motivated, the employees are more likely to actively and continually bring their mental capabilities to bear on job-related problems. Cell workers are the closest ones to the production process, so practical ideas are likely to instigate other ideas, which could then give rise to a continuous, almost self-sustaining chain reaction of improvement. As the workers see their own creative output being implemented, they begin to develop self-esteem and a stronger desire to succeed. They even begin to challenge each other to improve on their prior accomplishments.
The drive toward excellence is fueled by the human need to achieve until the desire to excel and continuously improve becomes part of the factory culture. Then as workers learn by doing more, they become more proficient at generating ideas which, perpetuates the cycle of improvement. Cellular manufacturing can be the structural catalyst that starts, contains, and sustains the improvement process.
SUPERVISION.
The intense use of manufacturing cells tends to flatten the factory management structure and reduce overhead costs. When work group autonomy, worker versatility, and small group improvement activities converge, the need for supervision is drastically reduced, if not eliminated all together. Cell manufacturing perpetuates the idea that the work group should supervise itself. A workforce that is motivated, trained, and assigned specific clear responsibility for a product or part, coupled with simplified production planning and control, does not need to be minutely controlled or supervised in order to do a good job.
GROUP COHESIVENESS.
The creation of small-scale productions dedicated to production of a few similar parts increases work group cohesiveness. Since each cell has few employees, typically less than fourteen, extensive interpersonal contact is unavoidable. The workers are now part of a single, identifiable unit with operating autonomy and responsibility for a specific product, linked by the common purpose of continually improving the productive unit for which they are responsible. The cell structure keeps problems at a level where they are manageable and gives employees the opportunity to exercise their creative potential in a pragmatic way. When problems calling for technical expertise beyond that of the workers, managers and production staff can be called on to provide assistance. Cell manufacturing builds a cohesive subculture within the wider social environment of the plant.
The use of flexible work assignments contributes even more to the group's cohesiveness and loyalty. Employees who regularly perform the work also done by coworkers are more likely to demonstrate empathy and support when dealing with each other on the job. If each worker has experienced each job firsthand, they are more able to offer encouragement and advice on how the work can be improved and each worker is more receptive to the input of his or her coworkers. Each worker can view and understand completely the task, responsibilities, and mission that top management has dedicated to the cell. The cross-fertilization process that emerges can generate some truly creative ideas for process improvement. As the expression goes, "as iron sharpens iron, so shall one man sharpen another."
Finally, work group cohesiveness, reinforced by the cell structure, facilitates total people management. Due to its small scale and mission focus, the cell can be easily mobilized. Top management is too far removed, spatially and socially, from the workers to be able to interact with them extensively enough to significantly control the socialization process. Management can shape corporate values and create a nurturing social environment, but it cannot instill these values into the minds of the lower level employees. Hence, corporate values are better communicated and instilled into daily work habits by small group processes.
The cell is better able to exercise social control over deviant workers since it can directly and immediately manipulate social rewards and punishment. Any worker who fails to conform may find his deviant behavior quickly detected and reacted to by the withdrawal of the social support of the cell. Deviant behavior that is hidden from management for long periods of time is very visible to the small group and can be dealt with quickly.
Conversely, high-performing group members are also quickly visible but are rewarded with esteem and respect from the other cell workers. Consequently, management can work through the cell to instill the corporation's values, attitudes, and philosophies. Once these are internalized by the group's key members, the group itself will take over the socialization process of indoctrinating these values into the mindset of each worker.
FOCUSED CELLULAR MANUFACTURING
In International Journal of Operations and Production Management, Fahad Al-Mubarak and Basheer M. Khumawala discuss a similar alternative to cellular manufacturing, focused cellular manufacturing (FCM). They define focused cellular manufacturing as a layout scheme that groups components by end-items and forms cell of machine for fabrication and assembly of the end-items. It differs from cellular manufacturing in that it does not attempt to take advantage of process similarities so as to reduce setup times.
The major advantage of FCM is the reduction of completion times for assembled end-items and workin-process inventories while maintaining some degree of flexibility. In addition, it should be easy to install in a firm producing a few end-items in large volume or many end-items produced in small volume. Apparently, installing a single, focused cell for a few end-items is more practical than installation of many cells as required for a cellular layout.
The flow systematization and physical process integration of cellular manufacturing reinforce each other in potent ways. The underlying mechanisms can be collectively used to push manufacturing to higher performance levels. The result is an effectively designed cellular manufacturing structure, a production operation that integrates many concepts of superior manufacturing performance into a single small-scale production unit whose place in the large manufacturing system is clearly visible.
One final note is to distinguish cellular manufacturing from flexible manufacturing. A flexible manufacturing system is a more fully automated version of cellular manufacturing. A flexible manufacturing system utilizes a computer to control the start of work at each machine and to control the transfer of parts from machine to machine. While quite expensive, flexible manufacturing systems enable manufacturers to achieve some of the benefits of product layouts with small batch sizes provide greater flexibility because the system can operate with little or no human intervention.
SEE ALSO: Layout ; World-Class Manufacturer
R. Anthony Inman
FURTHER READING:
Al-Mubarak, Fahad and Basheer M. Khumawala. "Focused Cellular Manufacturing: An Alternative to Cellular Manufacturing." International Journal of Operations and Production Management 23, no. 3 (2003): 277–299.
Hyer, Nancy and Urban Wemmerlov. "Cell Manufacturing: The Hard Part Is to Get People in Step with the Program." Mechanical Engineering 126, no. 3 (1 March 2004): E14–16.
Meredith, Jack R., and Scott M. Shafer. Operations Management for MBAs. Hoboken, NJ: John Wiley & Sons, Inc., 2004.
Comment about this article, ask questions, or add new information about this topic: