MANUFACTURING RESOURCES
PLANNING

Manufacturing resource planning, also known as MRP II, is a method for the effective planning of a manufacturer's resources. MRP II is composed of several linked functions, such as business planning, sales and operations planning, capacity requirements planning, and all related support systems. The output from these MRP II functions can be integrated into financial reports, such as the business plan, purchase commitment report, shipping budget, and inventory projections. It has the capability of specifically addressing operational planning and financial planning, and has simulation capability that allows its users to conduct sensitivity analyses (answering "what if" questions).
The earliest form of manufacturing resource planning was known as material requirements planning (MRP). This system was vastly improved upon until it no longer resembled the original version. The newer version was so fundamentally different from MRP, that a new term seemed appropriate. Oliver Wight coined the acronym MRP II for manufacturing resource planning.
In order to best understand MRP II, one must have a basic understanding of MRP, so we will begin with a look at MRP and then expand into MRP II.
MATERIAL REQUIREMENTS PLANNING
Material requirements planning (MRP) is a computer-based, time-phased system for planning and controlling the production and inventory function of a firm from the purchase of materials to the shipment of finished goods. All MRP systems are computer based since the detail involved and the inherent burden of computation make manual use prohibitive. MRP is time phased because it not only determines what and how much needs to be made or purchased, but also when.
Material requirements planning first appeared in the early 1970s and was popularized by a book of the same name by Joseph Orlicky. Its use was quickly heralded as the new manufacturing panacea, but enthusiasm slowed somewhat when firms began to realize the difficulty inherent in its implementation.
The MRP system is composed of three primary modules, all of which function as a form of input. These are the master production schedule, the bill-of-materials, and the inventory status file. Each module serves a unique purpose that is inter-related with the purpose of the other modules, and produces several forms of usable output.
MASTER PRODUCTION SCHEDULE.
The master production schedule (MPS) is basically the production schedule for finished goods. This schedule is usually derived from current orders, plus any forecast requirements. The MPS is divided into units of time called "buckets." While any time frame may be utilized, usually days or weeks is appropriate. The MPS is also said to be the aggregate plan "disaggregated." In other words, the plan for goods to be produced in aggregate is broken down into its individual units or finished goods.
BILL-OF-MATERIALS.
The bill-of-materials is a file made up of bills-of-material (BOM). Each BOM is a hierarchical listing of the type and number of parts needed to produce one unit of finished goods. Other information, such as the routings (the route through the system that individual parts take on the way to becoming a finished good), alternate routings, or substitute materials may be also be contained with the BOM.
A tool known as a product structure tree is used to clarify the relationship among the parts making up each unit of finished goods. Figure 1 details how a product structure tree for a rolling cart might appear on a bill-of-material. This cart consists of a top that is pressed from a sheet of steel; a frame formed from four steel bars; and a leg assembly consisting of four legs, each with a caster attached. Each caster is made up of a wheel, a ball bearing, an axle, and a caster frame.
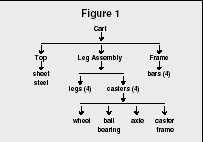
The bill-of-material can be used to determine the gross number of component parts needed to manufacturer a given number of finished goods. Since a gross number is determined, safety stock can be reduced because component parts may be shared by any number of finished goods (this is known as commonality).
The process of determining gross requirements of components is termed the "explosion" process, or "exploding" the bill-of-material. Assuming we need 100 rolling carts, we can use our example product structure tree to compute the gross requirements for each rolling cart component. We can easily see that in order to produce 100 rolling carts, we would need 100 tops, which would require 100 sheets of steel; 100 leg assemblies, which would require 400 legs and 400 casters (requiring 400 wheels, 400 ball bearings, 400 axles, and 400 caster frames); and 100 frames, which would require 400 bars.
INVENTORY STATUS FILE.
The inventory status file, or inventory records file, contains a count of the on-hand balance of every part held in inventory. In addition, the inventory status file contains all pertinent information regarding open orders and the lead time (the time that elapses between placing an order and actually receiving it) for each item.
Open orders are purchase orders (orders for items purchased outside the firm) or shop orders (formal instructions to the plant floor to process a given number of parts by a given date) that have not been completely satisfied. In other words, they are items that have been ordered, but are yet to be received.
THE MRP PROCESS.
The MRP logic starts at the MPS, where it learns the schedule for finished goods (how many and when). It takes this information to the BOM where it "explodes" the gross requirements for all component parts. The MRP package then takes its knowledge of the gross requirements for all components parts to the inventory status file, where the on-hand balances are listed. It then subtracts the on-hand balances and open orders from the gross requirements for components yielding the net requirements for each component.
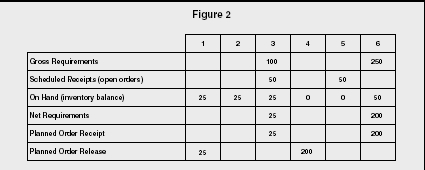
Of course, we now know not only how many components are needed but when they are needed in order to complete the schedule for finished goods on time. By subtracting the lead time from the due date for each part, we now see when an order must be placed for each part so that it can be received in time to avoid a delay in the MPS. A manual version of MRP for a part with requirements of 100 in period 3 and 250 in period 6 and with a two-period lead time is shown in Figure 2.
Notice that in order for the firm to meet demand on time (the MPS), they must place an order for 25 in Period 1 and an order for 200 in Period 4. The reader should be aware that this is an overly simplified version of MRP, which does not include such relevant factors as lot sizing and safety stock.
EXPANDING INTO MRP II
With MRP generating the material and schedule requirements necessary for meeting the appropriate sales and inventory demands, more than the obvious manufacturing resources for supporting the MRP plan was found to be needed. Financial resources would have to be generated in varying amounts and timing. Also, the process would require varying degrees of marketing resource support. Production, marketing, and finance would be operating without complete knowledge or even regard for what the other functional areas of the firm were doing.
In the early 1980s MRP was expanded into a much broader approach. This new approach, manufacturing resource planning (MRP II), was an effort to expand the scope of production resource planning and to involve other functional areas of the firm in the planning process, most notably marketing and finance, but also engineering, personnel, and purchasing. Incorporation of other functional areas allows all areas of the firm to focus on a common set of goals. It also provides a means for generating a variety of reports to help managers in varying functions monitor the process and make necessary adjustments as the work progresses.
When finance knows which items will be purchased and when products will be delivered, it can accurately project the firm's cash flows. In addition, personnel can project hiring or layoff requirements, while marketing can keep track of up-to-the-minute changes in delivery times, lead times, and so on. Cost accounting information is gathered, engineering input
An MRP II system also has a simulation capability that enables its users to conduct sensitivity analyses or evaluate a variety of possible scenarios. The MRP II system can simulate a certain decision's impact throughout the organization, and predict its results in terms of customer orders, due dates, or other "what if" outcomes. Being able to answer these "what if" questions provides a firmer grasp of available options and their potential consequences.
As with MRP, MRP II requires a computer system for implementation because of its complexity and relatively large scale. Pursuit of MRP or MRP II in a clerical fashion would prove far too cumbersome to ever be useful.
In addition to its efficient performance of the data processing and file handling, a computer also allows the system to run remarkably quick, providing near-immediate results and reports when asked to simulate a decision.
CLASSES OF FIRMS USING MRP AND MRP II
MRP and MRP II users are classified by the degree to which they utilize the various aspects of these systems. Class D companies have MRP working in their data processing area, but utilize little more than the inventory status file and the master production schedule, both of which may be poorly used and mismanaged. Typically, these firms are not getting much return for the expense incurred by the system.
Class C firms use their MRP system as an inventory ordering technique but make little use of its scheduling capabilities.
Class B companies utilize the basic MRP system (MPS, BOM, and Inventory file) with the addition of capacity requirements planning and a shop floor control system. Class B users have not incorporated purchasing into the system and do not have a management team that uses the system to run the business, but rather see it as a production and inventory control system.
Class A firms are said use the system in a closed loop mode. Their system consists of the basic MRP system, plus capacity planning and control, shop floor control, and vendor scheduling systems. In addition, their management uses the system to run the business. The system provides the game plan for sales, finance, manufacturing, purchasing, and engineering. Management then can use the system's report capability to monitor accuracy in the BOM, the inventory status file, and routing, as well as monitor the attainment of the MPS and capacity plans.
Class A firms have also tied in the financial system and have developed the system's simulation capabilities to answer "what if" questions. Because everyone is using the same numbers (e.g., finance and production), management has to work with only one set of numbers to run the business.
DEVELOPMENTS
With the advent of lean manufacturing and just-in-time (JIT), MRP and MRP II have fallen into disfavor with some firms, with some feeling that the systems are obsolete. However, research has found that in certain environments with advance demand information, MRP-type push strategies yield better performance in term of inventories and service levels than did JIT's kanban-based pull strategies.
A further extension of MRP and MRP II has been developed to improve resource planning by broadening the scope of planning to include more of the supply chain. The Gartner Group of Stamford, Connecticut, coined the term "enterprise resource planning" (ERP) for this system.
The authors of Manufacturing Planning and Control for Supply Chain Management note that MRP and ERP have become so entrenched in businesses that they no longer provide a source of competitive advantage. They feel that a sustaining competitive advantage will now require that manufacturing planning and control (MPC) systems to cross organizational boundaries and coordinate company units that have traditionally worked independently.
It is recommended that in the near future organizations will need to work in pairs or dyads. This means that pairs, or dyads, of firms will jointly develop new MPC systems that allow integrated operations. Organizations will learn as much as possible from each dyad and then leverage what they have learned into other dyads. They term this approach the "next frontier" for manufacturing planning and control systems.
SEE ALSO: Competitive Advantage ; Enterprise Resource Planning ; Inventory Types ; Lean Manufacturing and Just-in-Time Production ; Quality and Total Quality Management
R. Anthony Inman
FURTHER READING:
Krishnamurthy, Ananth, Rajan Suri, and Mary Vernon. "Re-Examining the Performance of MRP and Kanban Material Control Strategies for Multi-Product Flexible Manufacturing Systems." International Journal of Flexible Manufacturing Systems 16, no. 2 (2004): 123.
Orlicky, Joseph. Material Requirements Planning. New York, NY: McGraw-Hill, 1975.
Stevenson, William J. Production Operations Management. Boston, MA: Irwin/McGraw-Hill, 2004.
Vollmann, Thomas E., William L. Berry, D. Clay Whybark, and F. Robert Jacobs. Manufacturing Planning and Control for Supply Chain Management. Boston, MA: McGraw-Hill, 2005.
Wight, Oliver. Manufacturing Resource Planning: MRP II. Essex Junction, VT: Oliver Wight Ltd., 1984.
Zhou, Li, and Robert W. Grubbstrom. "Analysis of the Effect of Commonality in Multi-Level Inventory Systems Applying MRP Theory." International Journal of Production Economics 90, no. 2 (2004): 251.