THEORY OF CONSTRAINTS

The Theory of Constraints (TOC) is a management philosophy developed by Dr. Eliyahu Moshe Goldratt. According to Goldratt the strength of any chain, process, or system is dependent upon its weakest link. TOC is systemic and strives to identify constraints to system success and to effect the changes necessary to remove them. Dr. Goldratt and the TOC became widely known with the 1984 publication of Goldratt's novel The Goal.
HISTORY
In early 1979 Goldratt introduced a software-based manufacturing scheduling program known as Optimized Production Timetables (OPT), changed in 1982 to Optimized Production Technology. With the publication of The Goal, Goldratt used his Socratic teaching style to educate the world about managing bottlenecks (constraints) and his new ideas about performance. The Goal, is a love story set in the manufacturing industry (thrice revised) detailing the tribulations of a plant manager named Alex Rogo. Rogo is faced with the shutdown of his hometown manufacturing plant. Goldratt uses Rogo's predicament to introduce his principles, which result not only in the rescue of Rogo's plant, but also in the salvation of Rogo's marriage. Goldratt himself appears in the book as a character known as Jonah, Rogo's old college professor.
Goldratt used three additional novels to refine and develop the principles set forth in The Goal. It's Not Luck, a sequel to The Goal, addresses changing markets and introduces a number of methods of logical thinking that are used to make decisions, solve problems, and resolve conflict. The Critical Chain depicts a situation whereby TOC principles are effectively utilized in project management. Necessary But Not Sufficient contains Goldratt's most holistic expression of TOC and deals with the role of technology in organizations.
Goldratt also produced a number of nonliterary works that espouse his ideas. The Race, introduced the concept of the drum-buffer-rope and buffer management. Essays on the Theory of Constraints, What Is This Thing Called Theory of Constraints and How Should It Be Implemented? and The Haystack Syndrome: Sifting Information Out of the Data Ocean were used, among other publications, to introduce the thinking processes and other TOC concepts.
COMPONENTS OF THE THEORY
OF CONSTRAINTS
Theory of constraints consists of separate, but related processes and interrelated concepts, including the following: the performance measures and five focusing steps, logical thinking processes, and logistics.
PERFORMANCE MEASURES.
According to Goldratt there are three key performance measurements to evaluate: throughput, inventory and operating expense. TOC emphasizes the use of these three global operational measures rather than local measures (e.g., efficiency and utilization). Goldratt places the greatest importance on increasing throughput. Throughput is defined as the rate at which the system generates money through sales, not through production. Goods are not considered an asset until sold. This contradicts the common accounting practice of listing inventory as an asset even if it may never be sold. Goldratt has advocated a new accounting model as an alternative to traditional cost accounting procedures and measures. Inventory is defined as the money invested in goods that the firm intends to sell or material that the firm intends to convert into salable items. The concept of value-added and overhead are not considered. Operating expense includes all the money the firm spends converting inventory into throughput. The objective of the firm, therefore, is to increase throughput and/or decrease inventory and operating expense in such a way as to increase profit, return on investment, and cash flow (more global measures). In The Goal, Alex explains to Jonah that his plant's use of a robot has resulted in a thirty six percent improvement in one area. Jonah then asks if Alex is now able to ship more products, and if he has fired any employees or reduced inventory as a result (in other words, whether increased throughput, reduced operating expense, or reduced inventory resulted). When the reply was no, Jonah questions how there can be any real improvement; and of course, there can't.
Increasing throughput and/or decreasing inventory or operating expense should lead to the accomplishment of the firm's goal: to make money now as well as in the future. Anything that prevents a firm from reaching this goal is labeled as a constraint. Constraints may appear in the form of capacity, material, logistics, the market (demand), behavior, or even management policy. TOC thinking regards all progress toward the goal of making money as relating directly to management attention toward the constraint(s). The marginal value of time at a constraint resource is said to be equal to the throughput rate of the product processed at the constraint, while the marginal value of time at a nonconstraint resource is said to be negligible.
FIVE FOCUSING STEPS.
The five focusing steps are a tool Goldratt developed to help systems deal with constraints. These steps ensure improvement efforts remains on track towards system-level improvements. Dettmer believes that these are collectively the most important aspect of TOC. TOC's five focusing steps are:
Step 1: Identify the system's constraint(s).
Step 2: Decide how to exploit the system's constraint(s).
Step 3: Subordinate everything else to the decisions made in Step 2.
Step 4: Elevate the system's constraint(s)
Step 5: If a constraint is broken in Step 4, go back to Step 1, but do not allow inertia to cause a new constraint.
The orientation of TOC is toward the output of the entire system, rather than a look at a discrete unit or component. The five focusing steps assist with identifying the largest constraint that overshadows all of the others. These steps constitute an iterative process. As soon as one constraint is strengthened, the next weakest link becomes the priority constraint and should be addressed. Thus, a process of ongoing system improvement is applied to the business practice of the firm.
LOGICAL THINKING PROCESS.
Goldratt introduced a staged logical thinking process to be used in conjunction with the five focusing steps. The thinking process assists with working through the change process by identifying the following: what to change, what to change to, and how to effect the change. The thinking processes consist of logic tools used to identify problems, then develop and implement solutions. These tools include effect-cause-effect (ECE) diagramming and its components: negative branch reservations, the current reality tree, the future reality tree, the prerequisite tree, the transition tree, the evaporating cloud, the negative branch reservation, and the ECE audit process. These tools allow an organization to analyze and to verbalize cause and effect.
The following is a brief description of the thinking process. A current reality tree, a cause-effect diagram, is drawn in order to discover the problems. These problems are known as undesirable effects. The cause of an undesirable effect is known as a root cause. The first goal is to find the causes of these undesirable effects. Each statement in a current reality tree that is not a derivative of another must be a root cause. If you build a tree that is comprehensive enough, at least one root cause will lead to most of the undesirable effects. This particular root cause is labeled a core problem, the major improvement target. The fewer root causes responsible for the undesirable effects, the better. The solution to this core problem is apparently not readily available. If it were, then the problem would have already been solved. Some conflict, therefore, must exist that prevents an immediate solution. This conflict becomes evident upon the construction of an evaporating cloud.
An evaporating cloud is a conflict-resolution tool. The process begins with a statement of the desired objective, one that is the opposite of the core problem. Then, the prerequisites necessary to achieve the requirements are listed. Any conflicts and assumptions that exist between the prerequisites are verbalized. For example, if one objective is to increase profit, then the requirements may be to improve the product and to decrease expenses. Prerequisites for each, respectively, might be to increase expenditures on capital equipment and to decrease expenditures, two obviously conflicting elements. The best solution is to remove the conflict; a compromise is not desirable. The next move involves finding an injection, a breakthrough idea that will evaporate the cloud. The "evaporating" refers to the tool's ability to dissipate conflict and to create a win-win solution. Usually, the original injection is not sufficient to fully solve the problem, but additional needed injections become clear when building the future reality tree.
A future reality tree is another cause-effect diagram. The tree starts with the proposed solution to the core problem and delineates the injection(s) and the ensuing desirable effects. The future reality tree is a "what if." It provides the opportunity to evaluate and to improve a solution before it is implemented. It is noted that one should be careful not to allow the solution to cause new undesirable effects.
A prerequisite tree describes the implementation of the injection(s) and is composed of an obstacle and an intermediate objective. This diagram breaks the implementation tasks into smaller increments, noting expected obstacles and intermediate objectives whose accomplishments will overcome the obstacles. The intermediate objectives are sequenced, displaying the necessary order of accomplishment and determining which ones can be achieved in parallel. This tool is powerful in that it does not ignore the obstacles. It uses them, rather, as the main vehicle for this phase.
Finally, a transition tree or implementation plan is constructed. This element presents a detailed description of the gradually evolving change envisioned. This task forces one to carefully examine which actions are really needed and if they are sufficient to guarantee the required change.
The thinking-process tools are powerful resources when used effectively. They have found successful use in the logistics and medicine areas of the United States Air Force, in primary education, and in the service sector. James Cox and Michael Spencer, both college professors and "Jonahs," state in The Constraints Management Handbook that the thinking processes may be the most important management tools developed this century.
LOGISTICS.
Logistics in TOC include drum-buffer-rope scheduling, buffer management, and VAT analysis.
DRUM-BUFFER-ROPE.
Drum-buffer-rope is a TOC production application and the name given to the method used to schedule the flow of materials in a TOC facility. Srikanth and Umble (1997), define each component as follows:
- Drum. The drum is the constraint and therefore sets the pace for the entire system. The drum must reconcile the customer requirements with the system's constraints. In simpler terms, the drum is the rate or pace of production set by the system's constraint.
- Buffer. A buffer includes time or materials that support throughput and/or due date performance. A buffer establishes some protection against uncertainty so that the system can maximize throughput. A time buffer is the additional planned lead time allowed, beyond the required setup and run times, for materials to reach a specified point in the product flow. Strategically placed, time buffers are designed to protect the system throughput from the internal disruptions that are inherent in any process. A stock buffer is defined as inventories of specific products that are held in finished, partially finished, or raw material form, in order to fill customer orders in less than the normal lead-time. Stock buffers are designed to improve the responsiveness of the system to specific market conditions.
- Rope. The rope is a schedule for releasing raw materials to the floor. The rope is devised according to the drum and the buffer. The rope ensures that non-capacity constraint resources are subordinate to the constraint. Restated, the rope is a communication process from the constraint to the gating operation that checks or limits material released into the system to support the constraint.
BUFFER MANAGEMENT.
Buffer management provides the means by which the schedule is managed on the shop floor. Buffer management is a process in which all expediting in a shop is motivated by what is scheduled to be in the buffers (constraint, shipping, and assembly buffers). Buffers can be maintained at the constraint, convergent points, divergent points, and shipping points. By expediting this material into the buffers, the system helps to avoid idleness at the constraint and missed customer due dates. Also, the causes of items missing from the buffer are identified, and the frequency of occurrences is used to prioritize improvement activities.
VAT ANALYSIS.
VAT analysis determines the general flow of parts and products from raw materials to finished products. It conceptualizes an organization in terms of the interaction of its individual component parts, both products and processes. Three general categories of production structures result from this standpoint, each necessitating a unique approach to management planning and control. The logical structure is the sequence of operations through which each product must pass in order to manufacture and assemble a product or product family. A V logical structure starts with one or a few raw materials, and the product
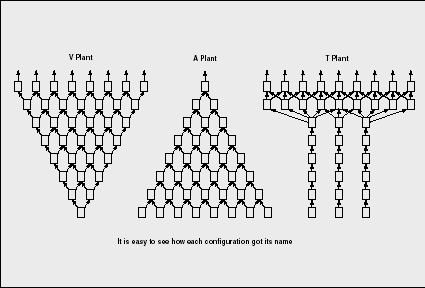
The shape of the structure determines which control points are utilized to manage production. A T structure focuses attention on the constraint and the gating operation. The five-step focusing process is used to manage the constraint with a buffer placed before the constraint to absorb variations in the process. The output from the gating operation is tied to the constraint; that is, since the constraint controls the amount of throughput; the gating operation cannot process more than the constraint.
A V structure also uses a buffer to protect the constraint and the gating operation releases orders at the same rate as the constraint as seen in the T structure. However, an additional control point exists in the V structure, the divergent point. The divergent point is controlled by a schedule derived from the shipping schedule. This derivation prevents misallocation of material to a product not currently in demand.
The A structure also manages the constraint and gating operation in a fashion similar to the T structure. Any diverging points are scheduled in accordance with the shipping schedule. In addition, an assembly buffer is used to maintain the flow into the convergent points. An additional schedule based on the shipping schedule (similar to that used in the V structure) is used to keep capacity from being misallocated to the wrong order. By using VAT analysis, significant improvements in the production process can result.
The unexpected and enormous success of The Goal, initially published in a small run of 3,000 copies and has now sold more than 2 million copies, and further development of TOC has lead many organizations to put TOC theory into practice. Over the past two decades a growing number of books, articles, and dissertations have appeared elaborating on Dr. Goldratt's philosophy and providing examples of TOC principles in use. Followers of Goldratt's philosophy, those who have completed an extensive training course conducted by Goldratt's educational firm, the Avraham Y. Goldratt Institute, refer to themselves as Jonahs. TOC materials are available in multiple languages and formats, including videotapes, audiotapes, and computer software.
SEE ALSO: Inventory Management ; Inventory Types ; Manufacturing Resources Planning ; Operations Scheduling ; Operations Strategy
R. Anthony Inman
Revised by Theresa Liedtka
FURTHER READING:
Cox, James F., and Michael S. Spencer. The Constraints Management Handbook. Boca Raton, FL: St. Lucie Press, 1998.
Dettmer, H. William. Goldratt's Theory of Constraints: A Systems Approach to Continuous Improvement. Milwaukee, WI: ASQC Quality Press, 1997.
Dugdale, David, and Colwyn Jones. "Accounting for Throughput: Techniques for Performance Measurement, Decisions and Control." Management Accounting 75, no. 11 (1997): 52–56.
Essays on the Theory of Constraints. Great Barrington, MA: The North River Press, 1990.
Gardiner, Stanley C., John H. Blackstone, and Lorraine R. Gardiner. "The Evolution of the Theory of Constraints." Industrial Management 36, no. 3 (1994): 13–16.
Goldratt Consulting Group. Available from < http://www.goldrattconsulting.com >.
Goldratt, Eliyahu M. Critical Chain. Great Barrington, MA: The North River Press, 1997.
——. Haystack Syndrome: Sifting Information Out of the Data Ocean. Croton-on-Hudson, NY: North River Press, 1990.
——. It's Not Luck. Croton-on-Hudson, NY: North River Press, 1994.
——. Late Night Discussions on the Theory of Constraints. Great Barrington, MA: The North River Press, 1992.
——. "What is the Theory of Constraints?" APICS: The Performance Advantage, June 1993, 18–20.
——. What Is This Thing Called Theory of Constraints and How Should It Be Implemented? Croton-on-Hudson, NY: North River Press, 1990.
Goldratt, Eliyahu M., Eli Schragenheim, and Carol A. Ptak. Necessary But Not Sufficient: A Theory of Constraints Business Novel. Great Barrington, MA: The North River Press, 2000.
Goldratt, Eliyahu M., and Jeff Cox. The Goal: A Process of Ongoing Improvement. 3rd ed. Great Barrington, MA: The North River Press, 2004
——. The Goal: A Process of Ongoing Improvement. 2nd ed. Croton-on-Hudson, NY: The North River Press, 1994.
——. The Goal: Excellence in Manufacturing. Croton-on-Hudson, NY: The North River Press, 1984.
Goldratt, Eliyahu M., and Robert E. Fox. The Race. Croton-on-Hudson, NY: The North River Press, 1986.
Kendall, Gerald I. Securing the Future: Strategies for Exponential Growth Using the Theory of Constraints. Boca Raton, FL: St. Lucie Press, 1998.
Mabin, Victoria, J., and Steven J. Balderstone. The World of the Theory of Constraints: A Review of the International Literature. Boca Raton, FL: St. Lucie Press, 2000.
McMullen, Thomas B., Jr. Introduction to the Theory of Constraints (TOC) Management System. Boca Raton, FL: St. Lucie Press, 1998.
Newbold, Robert C. Project Management in the Fast Lane: Applying the Theory of Constraints. Boca Raton, FL: St. Lucie Press, 1998.
Noreen, Eric, Debra Smith, and James T. Mackey. The Theory of Constraints and its Implications for Management Accounting. Great Barrington, MA: The North River Press, 1995.
Rahman, Shams-ur. "Theory of Constraints: A Review of the Philosophy and Its Applications." International Journal of Operations and Production Management 18, no. 4 (1998): 336–355.
Scheinkopf, Lisa J. Thinking for a Change: Putting the TOC Thinking Processes to Use. Boca Raton, FL: St. Lucie Press, 1999.
Schragenheim, Eli, and H. William Dettmer. Manufacturing at Warp Speed: Optimizing Supply Chain Financial Performance. Boca Raton, FL: St. Lucie Press, 2001.
Smith, Debra. The Measurement Nightmare: How the Theory of Constraints Can Resolve Conflicting Strategies, Policies, and Measures. Boca Raton, FL: St. Lucie Press, 2000.
Srikanth, Mokshagundam L., and Harold E. Cavallaro, Jr. Regaining Competitiveness: Putting 'The Goal' To Work. New Haven, CT: The Spectrum Publishing Company, 1987.
Srikanth, Mokshagundam L., and Michael M. Umble. Synchronous Management: Profit-Based Manufacturing for the 21st Century. 2 vols. Guilford, CT: The Spectrum Publishing Company, 1997.
Stein, Robert R. Reengineering the Manufacturing System: Applying the Theory of Constraints. 2nd ed. New York: Marcel Dekker, Inc., 2003.
Woeppel, Mark J. The Manufacturer's Guide to Implementing the Theory of Constraints. Boca Raton, FL: St. Lucie Press, 2001.
Womack, David E., and Steve Flowers. "Improving System Performance: A Case Study in the Application of the Theory of Constraints." Journal of Healthcare Management 44, no. 5 (1999): 397–407.
Comment about this article, ask questions, or add new information about this topic: